炼油厂在其生产过程中消耗大量的水。因此,中水回用计划对于炼油厂既节约用水又保持竞争优势非常重要。
在淡水稀缺的中东,节水工作对炼油厂至关重要。例如,沙特阿美公司已经建立并实施了企业节水关键绩效指数,以促进公司范围内的节水举措,包括中水回用。而剥离酸水回用等节水机会既可以节省宝贵的天然水资源,又可以降低运营成本。
炼油过程中的酸水来自原油蒸馏过程、加氢裂化器、洗涤系统、敲除和胺系统。酸性水中含有硫化氢 (H2S)、氨 (NH3) 和酚类等污染物。酸水中的污染物通过酸水汽提塔去除,然后污染物减少的汽提酸水可以在炼油过程中重复使用。
沙特阿美公司 Ras Tanura 炼油厂的废酸水回用
沙特阿美公司的 Ras Tanura 炼油厂 (RTR) 生产酸性水汽提塔 (SWS),将其送入三相分离器以分离气相中的轻烃、重烃液体和水。三相分离器的水被注入汽提塔,从水中汽提H2S、NH3和轻烃等轻质物质,在较低压力下用蒸汽加热,以增强污染物从水中的分离。水。酸性气体被送往硫回收装置 (SRU),而脱硫后的酸性水则被送往工业废水处理厂 (IWWTP)。进入 IWWTP 的被剥离的酸性水会增加废水处理的运营成本,对废水回用指数产生不利影响。
加氢处理装置中的洗涤水系统
如图 1 所示,在 RTR 研究了在加氢处理装置中将剥离的酸性水作为洗涤水再利用的机会。
在图 2 中,由于反应器流出物中铵盐的高浓度,洗涤水泵将水连续输送到加氢裂化器的热交换器(E-1 和 E-2),而水流到热交换器(E- 3)由于污染物浓度低。需要以清洗水注入热交换器的速度来清洗系统中的腐蚀性盐分。生成盐,使氨(NH3)和硫化氢(H2S)形成二硫化铵,氨(NH3) 和氯化氢 (HCl) 可形成氯化铵。盐类易溶于水。分离器中的水靴从系统中去除酸性水并将其送到酸性水汽提塔。洗涤水还从循环气回路中去除游离氨。如果留在系统中,这种氨会再循环并积聚在循环气体中。在反应器中,它可以通过中和裂化反应所需的催化剂酸位来降低加氢裂化活性。
锅炉给水 (BFW) 是用于洗涤水系统的唯一来源,用于洗涤翅片风扇系统上游的反应器流出物,以稀释气流中的氨,以避免在翅片风扇管中形成二硫化铵和氯化铵沉积物。
实施剥离酸水回用
如图 2 所示,从蒸汽和发电厂接收的 BFW 在注入之前进入断水池进行沉降。根据沙特阿美公司的最佳实践,在可接受的限度内发现剥离的酸水质量可靠,可以替代 BFW。将剥离后的酸水回用洗涤水的可行性报告提交给RTR管理层并获得实施。启动剥离酸水管线并网,完成全线安装,启动剥离酸水回用。
洗涤水的脱酸水 (SSW) 再利用经历了两个主要里程碑:
第一阶段:利用 25% SSW 和 75% BFW。
第二阶段:利用 50% SSW 和 50% BFW。
在第一阶段,在 SSW 线投产后,开始运行 25% SSW。在第一阶段成功实施并且没有观察到洗涤水规格偏差的情况下,RTR 决定在第二阶段将 SSW 贡献增加到 50%,如图 3 所示。报告的所有参数都达到了目标,这表明了良好的质量剥离酸性水,因为在使用 100% BFW 时没有观察到偏差。
洗涤水系统以 50% BFW 和 50% SSW 运行,运行稳定,无重大偏差。调试后,已开发出洗涤水质监测表,试图在重复使用 SSW 时捕获任何脱靶。监测结果很有希望,有很大的潜力将 SSW 提高到 50% 以上。
重用 SSW 而不是 BFW 在第一年节省了近 100 万美元。
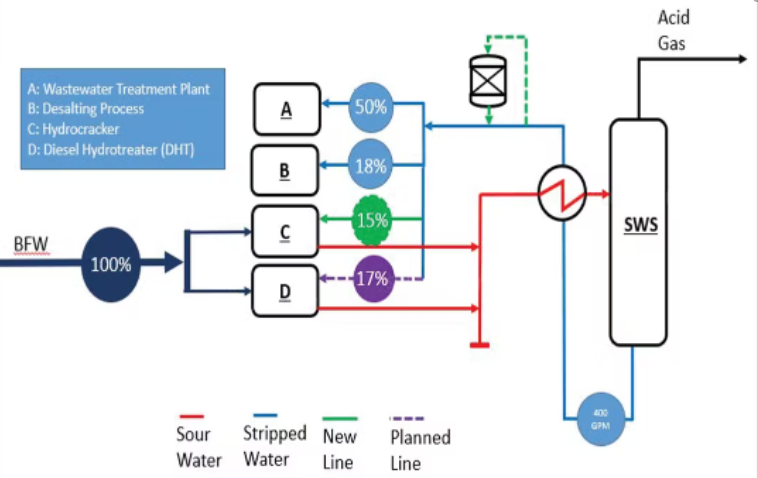
随着最近在最大限度地提高加氢裂化装置的汽提酸水再利用方面所做的所有努力,RTR 共完成了 33% 的汽提酸水再利用,具体如下:
15% 在加氢裂化器中重复使用
18% SSW在冷凝分馏装置的脱盐过程中重复使用
计划在柴油加氢处理装置 (DHT) 再利用 17% 的 SSW,而其余 50% 的 SSW 作为废水输送到 IWWTP,如图 3 所示。
结论
沙特阿美公司的 Ras Tanura 炼油厂成功地重新利用了 33% 的剥离酸水,这些酸水曾经作为废水输送到工业废水处理厂。RTR 目前正计划在 DHT 中再利用 17% 的 SSW,其余 50% 将在新的硫回收装置中作为冷却水再利用。
在炼油厂加氢处理过程中将剥离的酸水回用用于洗涤水的做法是可靠且环境可持续的,有助于提高废水回用指数,减少 BFW 消耗并在 BFW 生产和废水处理方面节省成本。






